






Why measure gloss?
Gloss is an aspect of the visual perception of objects that is as important as colour when considering the psychological impact of products on a


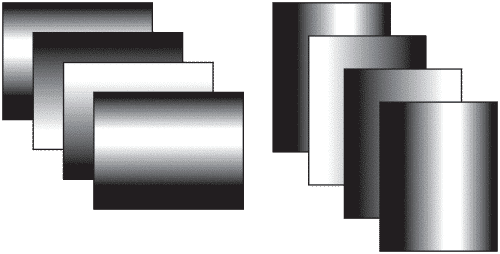
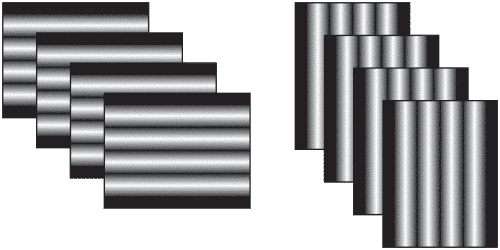
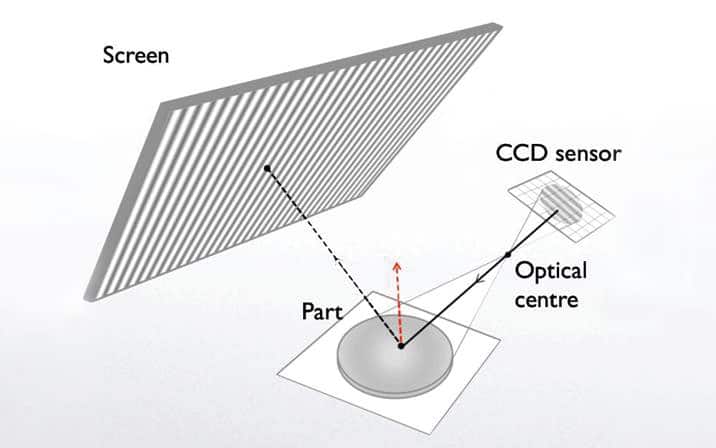
The fringe patterns are reflected by the surface- the reflection is distorted by surface texture and defects.
The reflected images are captured by an internal variable focus camera.
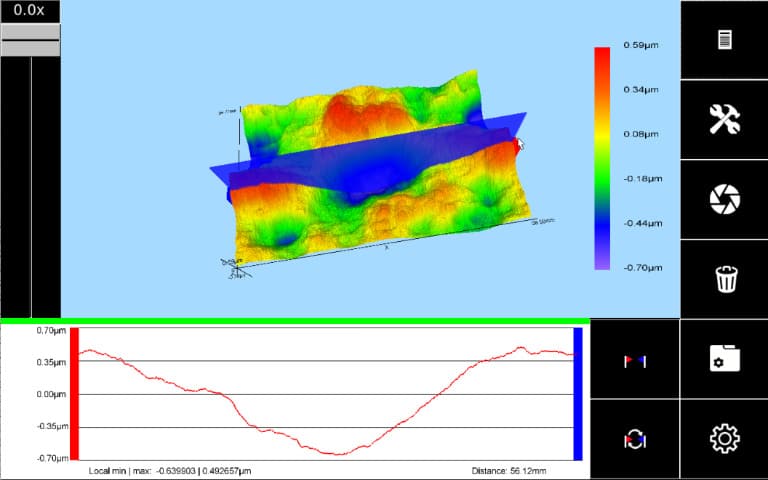
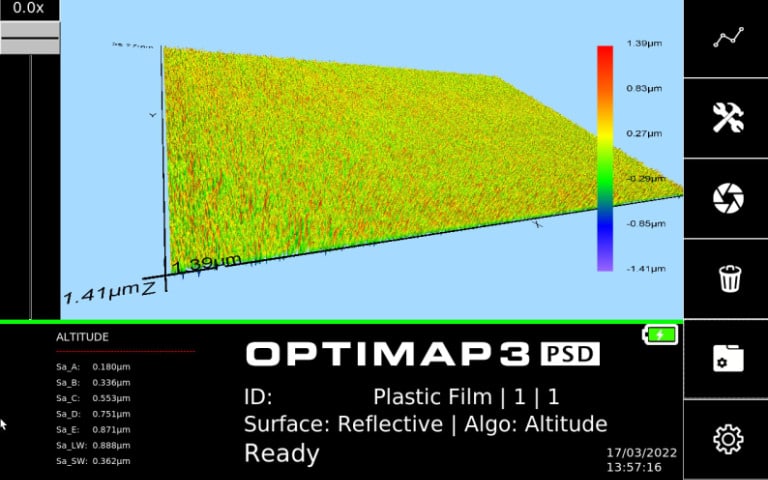
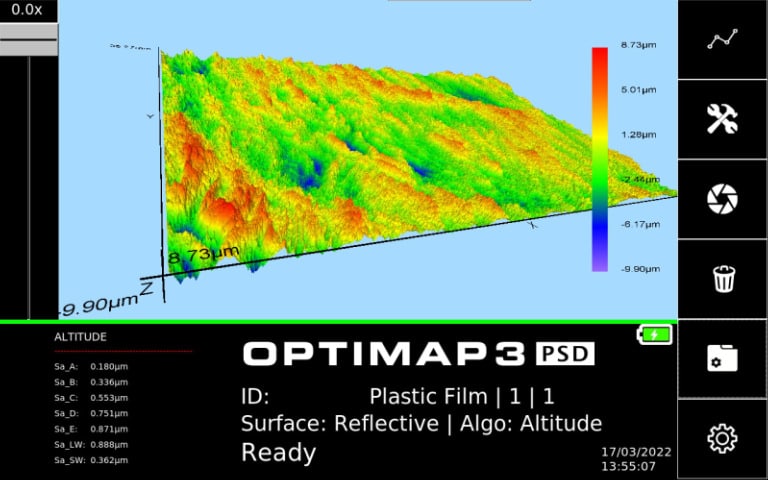
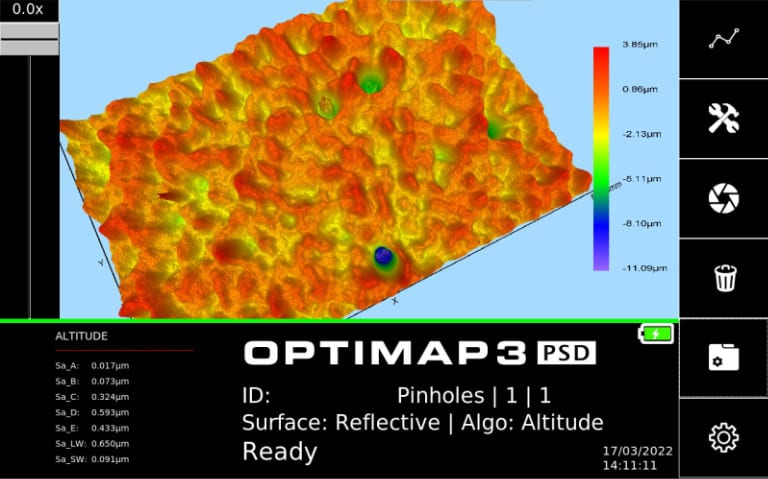
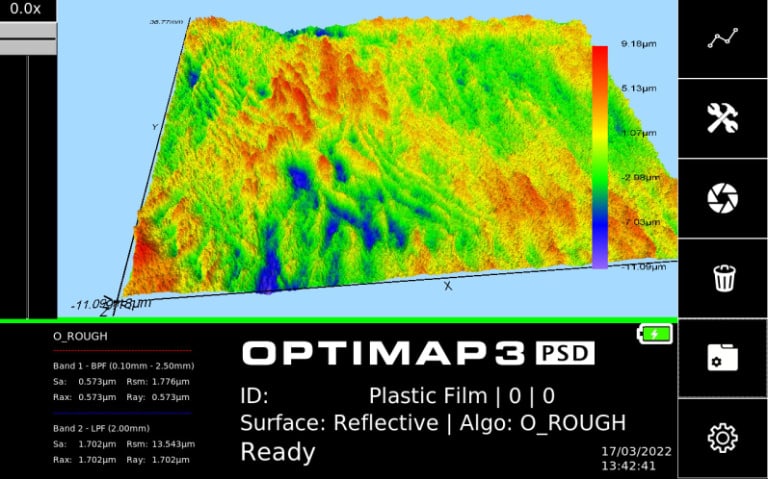
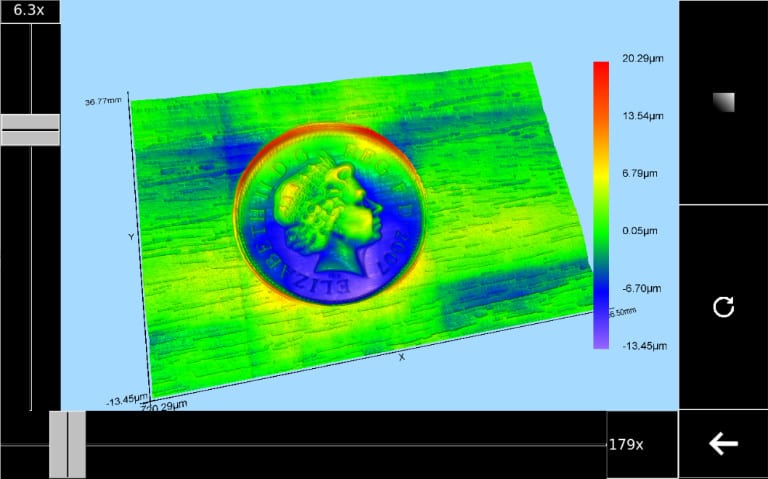
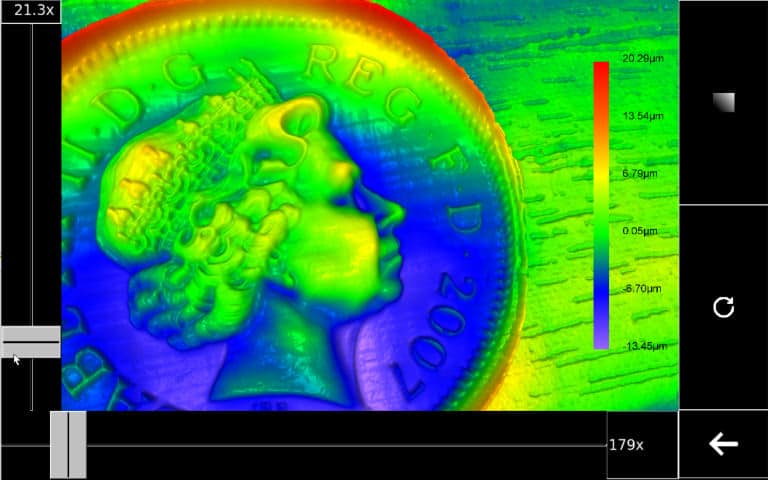
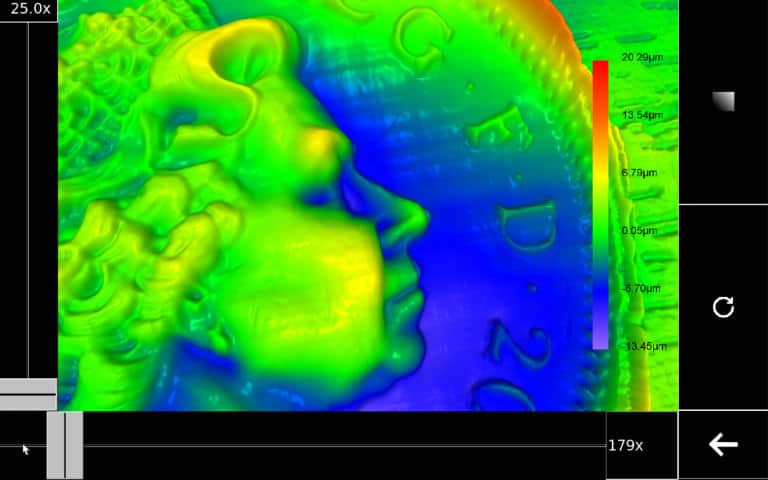
The built in PMD surface mapping engine combines data from 8 reflected fringe patterns to create a highly representative map of the measured surface.
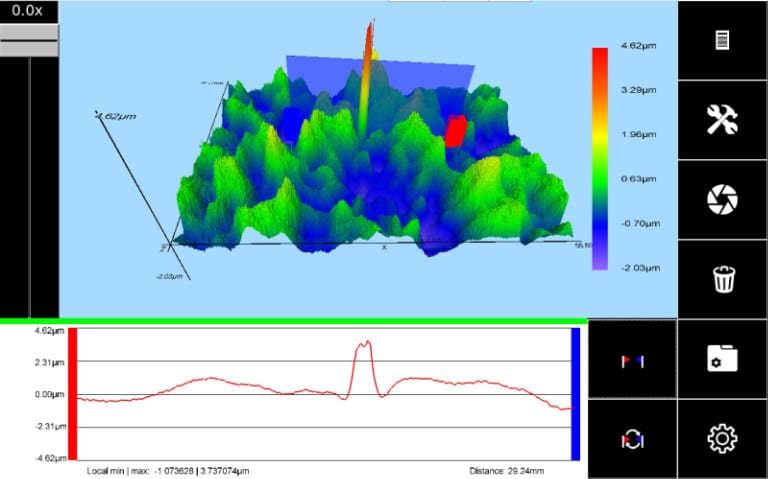
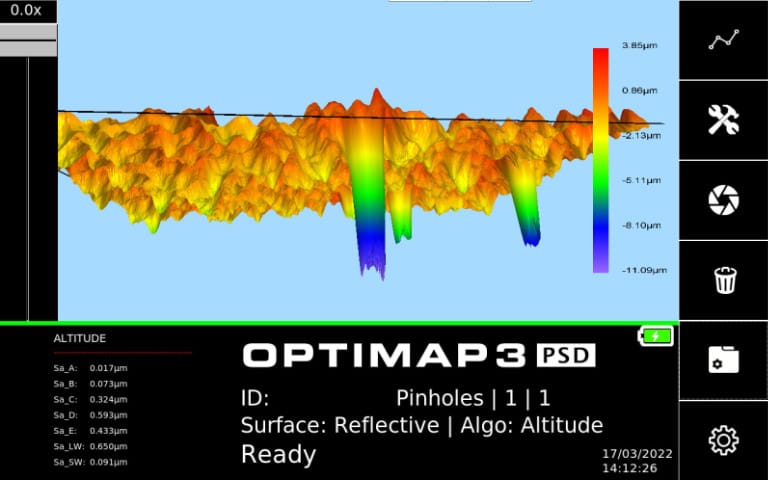
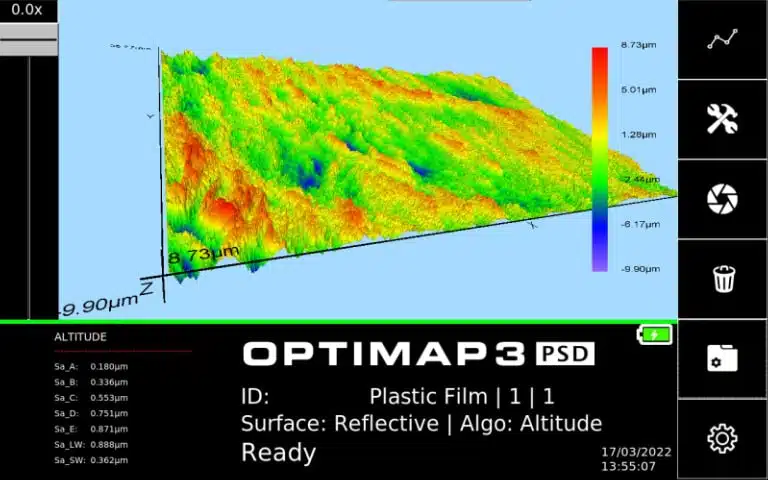
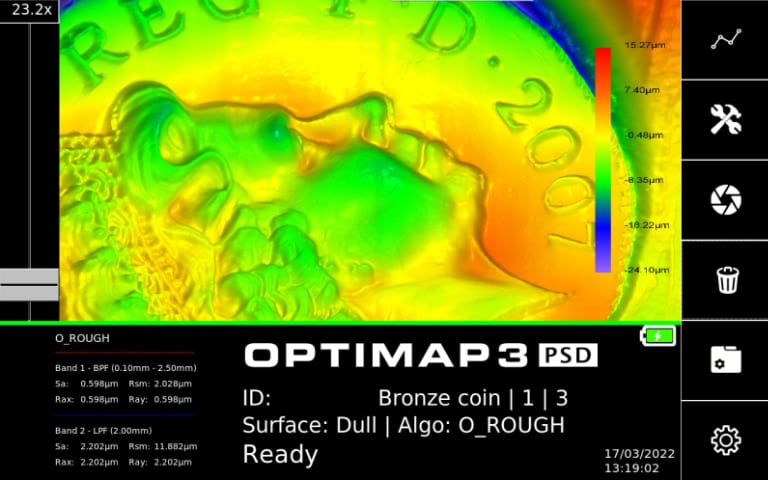
Maps of surface curvature or altitude can be displayed. High resolution maps show surface texture and defects. Built in profile tool can be used to measure the height and size of surface features.
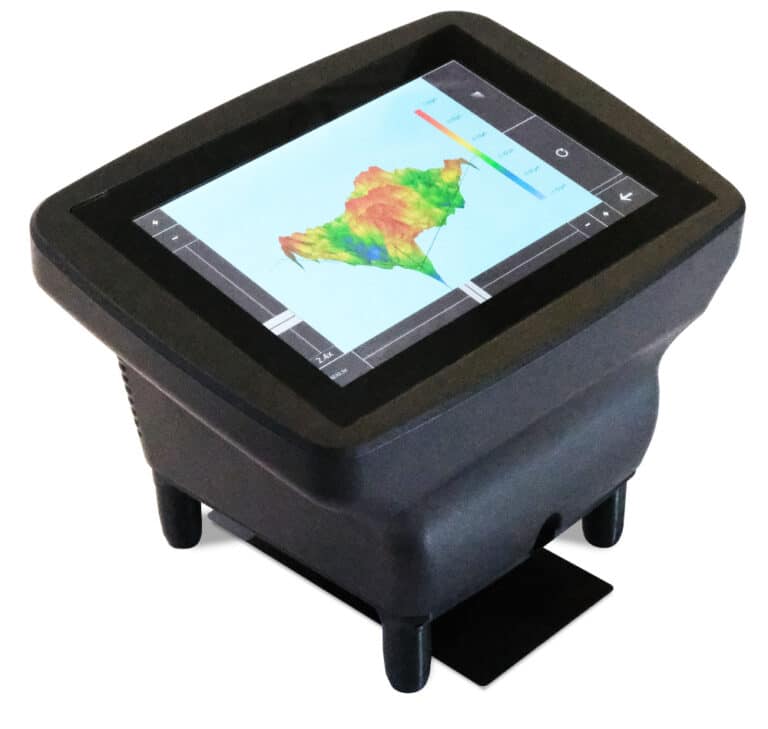
Fast easy transfer of data, images and maps
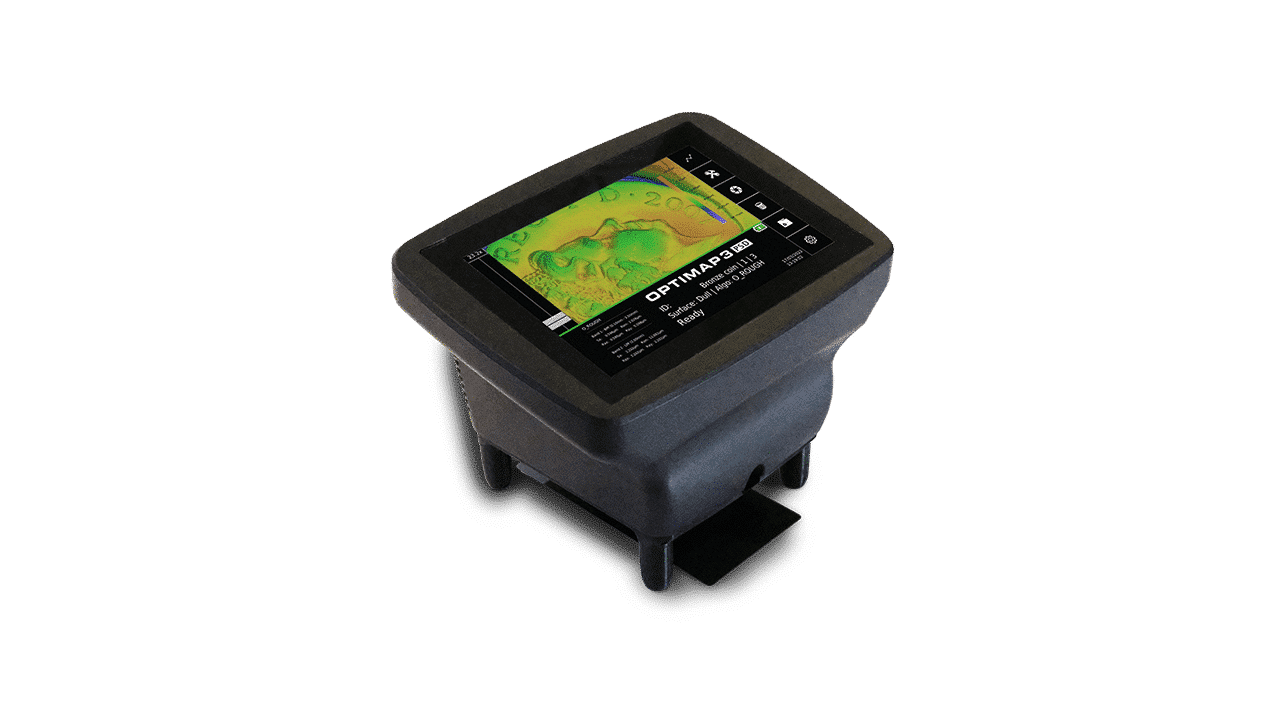
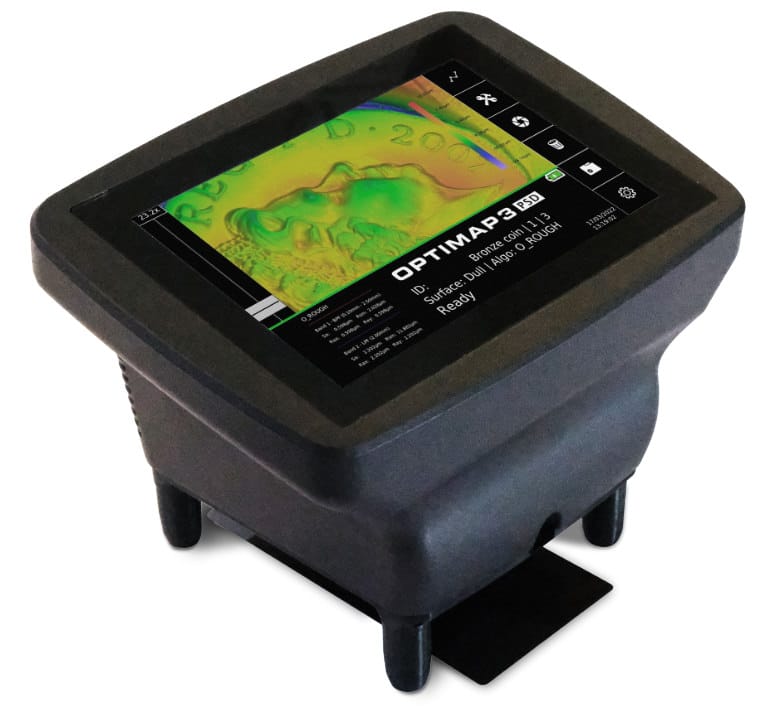
Touch screen operation means operator training is minimal
3.2 MP - dual Focus
Use with standard base or use non-contact base for measurement of wet paint films.
Bespoke bases available to for custom fit to large curved or shaped parts
Optimap3 can be harness mounted to allow fatigue free measurement in factory conditions
External connection to SPC